数控100吨液压冲床出现往上带料的原因
大家在生产的过程中,经常会出现液压冲床模具带料的现象,而一般的情况数控100吨液压冲床下模具带料是指在正常情况下,上模冲头与板材不能及时的脱开或者完全不能脱开而造成的。出现这种情况不外乎是两种原因,一种是模具设计不合理,一种是本身废料反弹的带料。
数控100吨液压冲床在使用过程中会产生带料现象,严重时会发生夹钳拉脱板料或夹钳送进板料使其弓曲变形、撞坏护罩等机构的故障。带料产生的较严重的使用故障,使得工件板材报废、机床局部损坏。200吨深喉冲床机械方面产生带料的原因较多,可分成两类。

山东威力重工生产的数控100吨液压冲床
一、是上模与其压料套间的压簧退料力不够,使上模不能及时从板料中脱开复位。该原因引起的带料也具有重复性和规律性。这类问题需采用质量较好的弹簧来解决,这里的弹簧需要材质好、刚度适中、能达到较高的使用寿命。
1、上模刀口冲压时下得过深。
2、冲压板材的卸料力大于弹簧力。
3、送料的速度过快而弹簧不太灵敏。
4、上下模具刀口钝化使推料力大于退料力
5、模套与模芯上下冲压时阻力过大无润滑。
6、冲压模具间隙不对,冲压过后的废料反弹。
7、冲压过后材料的粉屑积压在上模卸料板上。
8、长期使用模具导致模具的弹簧受损疲劳或断裂。
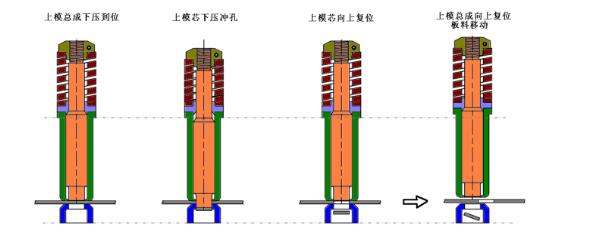
液压冲床正常没有出现带料的生产过程
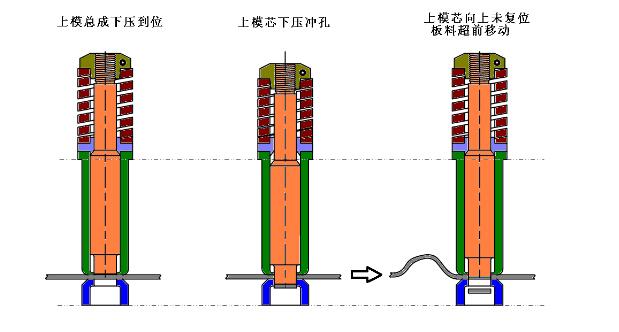
液压冲床板料出现带料的生产过程
二、数控100吨液压冲床是废料反弹产生的带料:即机床冲孔时本应落下去的废料紧贴上模反弹上来,一半卡在板料里、一半卡在下模或上模的压料套里产生的带料。该原因引起的带料无明显规律,容易产生种种误解、误论。反弹上来的废料,即使落下垫在下模口边也是十分有害的。这会使下一次冲孔时冲裁到双层板料(导致模具刃口迅速塌角),或者虽没冲到废料也可能将上面的工件板料垫压变形。卡住的废料(可能卡在下模、也可能卡在上模)像销子一样的卡在板料和模具之间会引起夹钳脱料或撞料的带料事故。
数控100吨液压冲床的带料现象就是由以上几个原因造成的,知道了原因,我们就可以对症下药,寻找正确的方法来解决了。
本文由冲床厂家整理,转载请注明来自:www.baiduchongchuang.com
本文由冲床厂家整理,转载请注明来自:www.baiduchongchuang.com


